 Global Site×
Global Site×
顶部内容
| 您好!欢迎访问博特精工! |


底部联系
|
|
|
 博特精工 助您成功 |
电 话:0537-2160162 2212368
邮 箱:13805378755@163.com 传 真:0537-2232748 地 址:山东省济宁市山博路1号 |
新闻中心
NEWS CENER
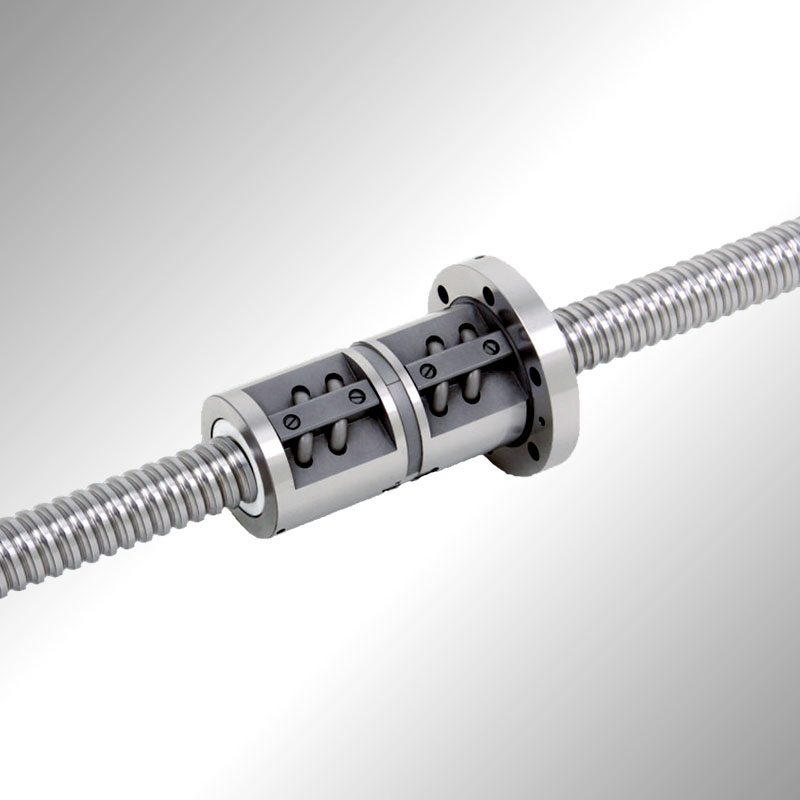
丝杠如何进行校直
在丝杆的制造工艺过程中,校直是必不可少的一个步骤。校直可以分为两种:冷校直和热校直。针对不同环节,要采用不同的校直方式。那么下面就来详细介绍一下丝杠校直的方法。
冷校直:
其实冷校直还可以分为两种,首先是粗车之前丝杆的毛坯料进行校直,主要是为了保证粗车之后的车圆;其次是螺纹的粗车,在精车或者是板精车的螺纹之前进行的。但是校直的效果基本和热校直相同,都是为了确保正常加工的进行和丝杆在精度上的提升,虽然冷校直的方式有两种,但是正常情况下使用受压的比较多,因为毛坯料的校直主要是在受压床的作业台上进行的,这种方式可以找出丝杆的曲折较高点,让变曲度可以保证在规定的范围内。
热校直:
在热处理之后对丝杆进行调质处理的时候,小编建议大家不要选择热校直的方式,因为热校直主要是在作业件冷却之后,对工件进行变形方面的检查,如果超出技术要求的话,那么就需要对其进行校直处理,正常也是采用受压的方式来进行,校直到规定范围以内,这种校直的方式,工件不容易出现回弹的现象,而且还能保证精加工之后作业的质量,还有就是半精加工的方式,这种方式也是将半精加工的工件进行校直之后,在规定温度的油池中对工件进行浸泡,主要是为了让工件在之后的校直过程中,其应力可以得到消除,而且精加工后也不容易出现回弹的情况,促使工件的精度可以保持较长的时间,这种校直的方式比较适合对于精度的需求比较高的丝杆。
上面就是丝杠校直的两种方式,希望会对您有所帮助。如果您还想要了解更多资讯,欢迎继续关注博特精工官方网站。